Enhanced Tooling Performance: Leveraging Copper Blocks in Die Base Applications
I’ve been asked this question many times: why do people go through the hassle of inserting copper blocks into die bases? The answer, as I'll show you, isn’t just technical, it’s foundational to modern precision manufacturing.
| Critical Component | Typical Application(s) | Density (g/cm³) | Thermal Conductivity (W/m-K) |
|---|---|---|---|
| Tool Steel (Standard A2/D2 Grade) | Die plates, guide pillars | 7.8 - 8.1 | 40-65 |
| Copper-Chromium Alloy | Bolsters & heat dissipation pads | 8.92 | 150+ |
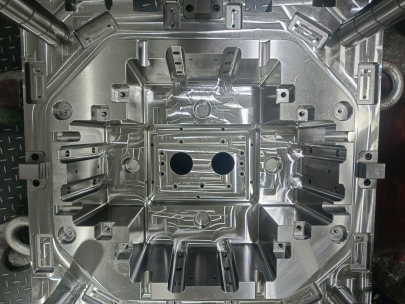
Troubleshooting Overlooked Issues During Assembly Phases
- Metal-to-metal friction points can overheat rapidly—a concern easily avoided using thermal conductors like oxygen free electronic grade copper
- Rapid cycling machines sometimes cause localized warping without noticing until part rejection rates hit double digits weekly
Historically Important Advancements in Mold-Making
| Era | Standard Configuration | |-----------|-----------------------------------| | Pre-WWII | Solid carbon steel base only | | Post 1960s | Interlocking alloy supports | | Modern | Hybrid copper-insert reinforced beds | It was never a straightforward shift; even seasoned toolmakers questioned if conductivity mattered. In truth? Early prototypes showed inconsistent pressure gradients leading straight to production delays and warped ejector rails. **Key takeaway here is that innovation demands iteration—not immediate adoption** Here are my five favorite lessons learned from prototype trials:- Surface treatments make or break interface integrity: always clean contact regions prior to insertion regardless of tolerance class ratings
- Try multiple hardness variants before mass production runs begin—it saves future re-machining hours by up to 23%
- Inexpensive alloys may lead to unexpected swelling phases under prolonged high-load exposure
- Select cutting depth profiles that account for both expansion coefficients AND expected cooling requirements during runtime scenarios involving complex runner channels.
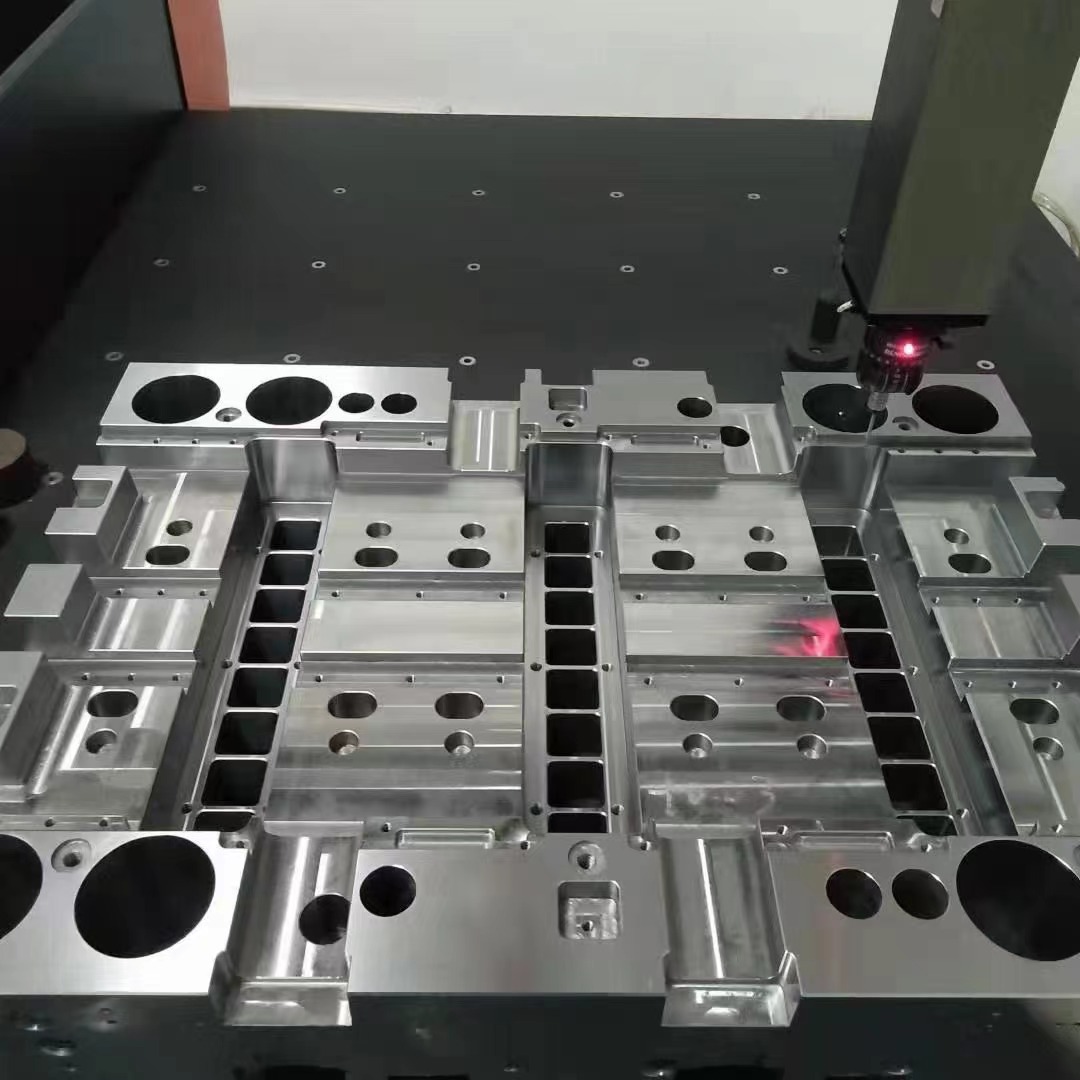
I cannot overemphasize how important alignment becomes when working with dual-material components like those combining cast iron substructures housing segmented brass inlays